

�����ղ� | �O(sh��)�����(y��)
�����ղ� | �O(sh��)�����(y��)



 ��������
��������



 ��������(d��o)�x
��������(d��o)�x
�l(f��)��r(sh��)�g��2009-11-28 ����Դ��
�������ڼ��ٶ�����ļ��ٶ�������һ��(g��)��Ҫ��Ӱ����أ���ʹ�Ä�(d��ng)�B(t��i)��܉�E�����ܵ��˺ܴ��Ӱ푡����ٶȵ�׃���������Sʽ��׃���������S�r(sh��)�g���Ӷ���ߣ����ܼ��ٶ�������Ӱ푣��@�͌�(d��o)�������^�̵��и�݆���У��C(j��)������(bi��o)�S�����_(d��)��������ߵļ��ٶ�ֵ�����܌�(sh��)�F(xi��n)��������ٶ��M(j��n)�м����\(y��n)��(d��ng)��
�������C���l(f��)���_ײ�ļ��ٶ������O��ֵһ�������(q��)��(d��ng)�b�ñ�����Ӱ푣���һ����Ҳ���ɿ��]���ⲿ���ض��O(sh��)���ęC(j��)������(sh��)�O��ֵ���Q���ġ��ⲿ�l����(du��)���ٶ���ߵ������Ƿdz���Ҫ�ģ��Ա㽵�͙C(j��)���C(j��)е���(d��ng)��(du��)�(q��)��(d��ng)ϵ�y(t��ng)��Ӱ푣����⌦(du��)�����^�Č�(d��o)�Ȯa(ch��n)��ؓ(f��)�����á�
�����ܼ��ٶ����Ƶ��(q��)��(d��ng)�M(j��n)�o��
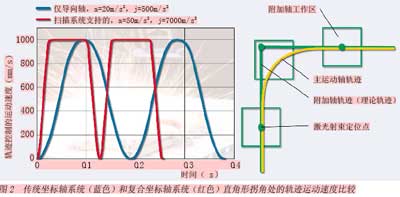
����Ŀǰ������ӹ��O(sh��)�䶼��ͨ�^�M(j��n)�o����(du��)����(g��)����(bi��o)�S��(y��ng)��(zh��)�еļ��ٶȼ������ơ������������ã��ڴ����(sh��)�и�݆����r�£�����ӹ��C(j��)������(bi��o)�S���\(y��n)��(d��ng)�ٶȺ��y�_(d��)������Ҏ(gu��)���ĘO���ٶȡ��D2��ʾ�鎧�кͲ���������(bi��o)�S�M(j��n)�o���ٶ��������\(y��n)��(d��ng)���x�����c���ٶ����ƕr(sh��)�ӹ�����ֱ��̎���ٶ��P(gu��n)ϵ��������2001��Ĺ��I(y��)�C(j��)���˺����о��У�IWS�����о�Ժͨ�^����ϵ�y(t��ng)�ڙC(j��)�����еļ��ɕr(sh��)��(du��)�@��(g��)���}�M(j��n)���˽�Q�������@������˙C(j��)���˵ļӹ��ٶȺͼӹ��|(zh��)�����ڼ��⺸�ӕr(sh��)���c�����и�������ͬ���ڸ���(g��)�����c(di��n)̎�M���ܱ��ֺ㶨�����a(ch��n)�ӹ��ٶȺͱM���̵ܶĶ�λ�\(y��n)��(d��ng)�r(sh��)�g�����ęC(j��)����Remote�����O(sh��)���ѽ�(j��ng)��ȫ�љC(j��)���ˣ����g���`���ԣ��͒���ϵ�y(t��ng)����(d��ng)�B(t��i)�����ȣ��ă�(y��u)�c(di��n)��(j��ng)���ܻ���܉�E�\(y��n)��(d��ng)���Ԅ�(d��ng)�����ƽY(ji��)����һ��
���������и�r(sh��)����ʹ�����и��(f��)�s݆���Ĺ����r(sh��)Ҳ��(y��ng)�_(d��)�����g(sh��)���S�ĘO���ٶȣ��Ա����ھ⼼�g(sh��)�����a(ch��n)�������ڌ��C(j��)���˿���Remote�����O(sh��)��ļ��g(sh��)�D(zhu��n)�Ƶ������и�C(j��)�����Еr(sh��)�����Ҫ���M(j��n)һ���ļ��g(sh��)���M(j��n)�������Ò��輼�g(sh��)���Ӹ߄�(d��ng)�B(t��i)���ܵļ����и�o(h��)���w��(du��)���������\(y��n)��(d��ng)�M(j��n)�п��ơ������и�o(h��)���w���o(h��)�����������۽��ڹ����^(q��)���Ա��C�ɿ����ۻ����ϡ�

������(j��ng)�^������о���Ŀǰ��Remocut���g(sh��)�ѽ�(j��ng)�����˶�N��ͬ��Remote�иˇ����������(j��)���и���ϡ�ʹ�õ��и���w�ȿɷ֞�o���o(h��)���w��Remote�ǽ��ٲ����иRemocut-NM������ʹ�ñ��o(h��)���w�ġ����ٰ�ĺ��0.7mm��Remocut���ٲ����иRemocut-M����ʹ�ñ��o(h��)���w�ġ����ٰ�ĺ��4mm��Remocut���o(h��)���w�����иRemcut-MG����
��������������(bi��o)�\(y��n)��(d��ng)�S�ļ��ٶ�����ֵ
�����ڼӹ��ù�W(xu��)ϵ�y(t��ng)�У�����һ���o��������(bi��o)�Sϵ�y(t��ng)�ɽ���������(bi��o)�\(y��n)��(d��ng)�S�ļ��ٶ�������ֵ���M(j��n)�o���ٶȷ�ֵ���и�r(sh��)����������(bi��o)�S���\(y��n)��(d��ng)�ǰ��չ�����݆�����_܉�E�M(j��n)�е�Ӳ�^���\(y��n)��(d��ng)���c��ͬ�r(sh��)�����a(ch��n)�ͼӹ���W(xu��)ϵ�y(t��ng)�м��ɵ��o������(bi��o)ϵ������ϵ�y(t��ng)�͇���ϵ�y(t��ng)���Ɍ�(du��)��Փ܉�E��ƫ���M(j��n)���a(b��)��У�����@�ӣ����P(gu��n)�I���^���c(di��n)������(n��i)������(bi��o)�S���\(y��n)��(d��ng)ֻ�����p�ٱ�������(d��ng)�B(t��i)���ܵķ�����(n��i)��(sh��)�F(xi��n)��͵�܉�E�^�ɡ��������s�����и�ӹ����r(sh��)��߀���@����������(g��)�O(sh��)��ęC(j��)еؓ(f��)�d����Ч����������P(gu��n)Ԫ������ʹ�É�����
�������⣬�и�o(h��)���w����Ą�(d��ng)�B(t��i)����߀�Q���˸���ϵ�y(t��ng)�������������ƺ͇����o�����ƣ��ęC(j��)е���ܡ�����ֱ���(q��)��(d��ng)�b�ú��ƥ��ġ��\(y��n)��(d��ng)�ٶȽ�(j��ng)�^�˃�(y��u)���IJ�(li��n)�\(y��n)��(d��ng)߀���܌�(sh��)�F(xi��n)���ߵć����(d��ng)�B(t��i)���ܡ��ڼӹ��ù�W(xu��)ϵ�y(t��ng)�м��ɵ��o������(bi��o)�Sϵ�y(t��ng)�У�Ҋ�D3�����ڼ��ٶ�������7000m/s3�r(sh��)�ļ��ٶ�ֵ��80m/s2����(d��ng)���ٶ�������500��1200m/s3֮�g�r(sh��)�����y(t��ng)��(d��o)���S�ĵ��̈́�(d��ng)�B(t��i)����ָ��(bi��o)�飺���ٶ�10��25m/s2�����ڌ�(du��)��(d��ng)�B(t��i)���ܺ�������(bi��o)ϵ�Ĺ����^(q��)���M(j��n)�������ƽ���{(di��o)���������ָ�������w��(d��ng)�B(t��i)���ܾ����c��(d��ng)�B(t��i)����(bi��o)�Sϵ�y(t��ng)�����죩��Y(ji��)���ˡ��@�N���Ӵ�����ƥ��ġ���������(bi��o)�S����������(bi��o)�S�����������Sʽ���\(y��n)��(d��ng)���͇�������(bi��o)�S�M�ɵĶ��Sƥ���wϵ��(du��)IWS�о�Ժ��(d��ng)ǰ�����аl(f��)����(sh��)�(y��n)��܉�E����ܛ������˺ܸߵ�Ҫ���c��ͬ�r(sh��)����IWS�о�Ժ��߀ͬ���M(j��n)�Ќ�(du��)�����O(sh��)�����ϵ�y(t��ng)�đ�(zh��n)�Է����аl(f��)���Ա㌍(sh��)�F(xi��n)�����и(d��o)���S�ĸ߄�(d��ng)�B(t��i)���ܿ��ơ�
�����c���y(t��ng)�ě]�и�������(bi��o)�S�ļ����и��O(sh��)������^���F(xi��n)���ѽ�(j��ng)�܉��ڏ�(f��)�s݆�����и��Ϲ�(ji��)�s60���Ĺ��r(sh��)����������(bi��o)�S������\(y��n)��(d��ng)Ҳ����ƽ��(w��n)��������Ŀǰ�Ј�(ch��ng)��(du��)���a(ch��n)�^�̸����`���Ҫ��Ϳ����ԵIJ�����ߣ��Ј�(ch��ng)߀���V�������@�N�������(bi��o)�Sϵ�y(t��ng)�ļ���ӹ��O(sh��)�䡣��CAD/CAM����ܛ����܉�E���Ƽ��g(sh��)�͌��I(y��)��(y��u)���Ď����£���(chu��ng)���Ե�ϵ�y(t��ng)��Q���������ˏV����(y��ng)�õĿ����ԡ�








 ��(d��ng)ǰλ�ã�
��(d��ng)ǰλ�ã�